

到底是什么样的超级钢丝,可以切割100微米硅片?
导读:伴 随着30多年高速发展的弊病越来越清晰的呈现出来,晴朗的天空越来越少,甚至有的小孩一直认为天空的颜色本来就是灰色的,而导致这样的结果原因之一就是大 量使用非清洁能源。不过近些年各国已经认识到了这其中的严重性,开始大力发展清洁能源,其中就包括太阳能,而在太阳能产业链中,线切割技术必不可少,所以切割钢丝的发展越来越受到重视,因为它可以切出美好未来的线。

目前,切割钢线的规格一般是0.08mm-0.18mm,大家别看它规格小,但抗拉强度可不低,一般在3200Mpa-4000Mpa,而且线径越小抗拉强度越大,用于切割宝石用钢丝直径一般为0.08mm-0.1mm,抗拉强度为3800Mpa-4000Mpa.通常情况下,0.18mm的钢丝是用来对硅棒进行平头用的,抗拉强度稍微低一些,一般在3200Mpa-3500Mpa.而半导体用单晶硅片和光伏电池用多晶硅片切割用钢丝一般是外经在0.12mm和0.13mm两种,而且需求量也越来越大。
这么细小的钢丝要想能够切割这么硬脆的材料,就必须具备下面的基本要求:
1. 抗拉强度要高
为什么要求这么高的抗拉强度呢?因为要作为切割钢丝,首先要求足够的耐磨性和硬度,但是目前的设备无法测量这么细小钢丝的硬度,但是因为耐磨性与硬度和抗拉强度成正比,所以通常用抗拉强度来考核耐磨性能,同时在目前的技术水平下,要保证足够的柔韧性(A50≥2%),细钢丝的抗拉强度只能做到4000Mpa左右,所以切割的抗拉强度要求在3200Mpa-4000Mpa.
2. 尺寸精度
切割钢丝的尺寸精度与切片的尺寸精度及表面质量密切相关,同一根切割钢丝除保证椭圆度小于3μm,两头的直径偏差也不能大于3μm。对于强度这样高的钢丝要保证如此高的尺寸精度难度可想而知啊,涉及到模具质量、拉拔道次压缩率分配、表面镀层质量、润滑剂的选择、热处理控制及冷却状况等诸多工艺因素的调控。
3. 切割钢线长度的控制
为什么这个长度要有要求呢?因为这个长度不仅反映了对切割钢丝宏观上的要求,同时对于细钢丝的微观要求也体现出来了。
比如,目前市场上要求切割线的长度大概是300Km-500Km,低于这个长度的就是废品,以外径0.12mm的钢丝为例:单位质量仅有0.0887kg/km,已500km为基准,总重也才44.35kg,即每一卷切割钢丝控制在45kg左右,这么细这么长的钢丝要求在工作时不能断裂,这说明什么?不就是说明切割钢丝要有严格的化学成分控制、足够高的纯净度、气体元素(氮质量分数应小于40×10-6)含量极低吗?拉拔断丝率与钢的纯净度正相关。

优质盘条的各类非金属夹杂物应控制在0.5 级以下,即夹杂物的尺寸应小于5 μm。进口C92E 盘条的B 类夹杂物为0,据此推断钢中氧质量分数应在20×10-6以下。D 类夹杂物和TiN 夹杂物也是细钢丝拉拔脆断的主要影响因素,因此应对钢中Al 和Ti 含量严加限制,精炼期适当降低炉渣的碱度,可降低钢中D类夹杂物含量。而且非金属夹杂物的成分、形态及分布状态都必须严格控制。当然这与盘条(原料)的质量和显微结构以及生产工艺和质量控制水平有直接关系。在业内通常用断丝率来考核钢材的质量,世界上最先进水平钢丝的断丝率<1.5%。
4. 工字轮排绕
常用工字轮规格为φ255mm×φ115mm×320mm,要求钢丝密排层绕,不得有夹丝和重叠现象,确保高速、恒张力放线时不断丝。钢丝的残余应力要小,放线后的自然圈径一般在150~200mm,单圈钢丝放在光滑的平面上两端不得有明显的翘起。
总之,钢丝的镀层质量、表面洁净度、平直度、工字轮排绕状况、抗拉强度的均匀性都是质量考核指标。

切割钢丝工艺流程:
切割钢丝的生产流程与帘线用钢丝相同,只是切割钢丝的规格范围比帘线用钢丝(φ0.15~0.38mm)更小,对钢丝尺寸精度、抗拉强度均匀性要求更高,对表面洁净度和钢丝的平直度要求更严。切割钢丝半成品的生产流程与制绳钢丝和弹簧钢丝相同,成品需要先镀黄铜后拉拔,也有用直进式拉丝机先拉拔几道次,然后再镀黄铜。以φ5.5mmC92(E)钢盘条拉拔φ0.12mm钢丝为例,介绍切割钢丝生产工艺流程如下:
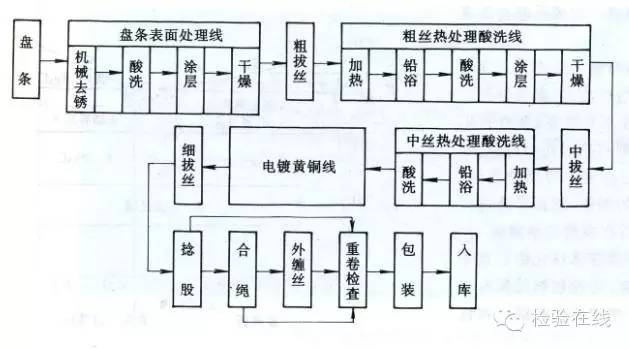
φ5.5mm的盘条→表面处理(涂硼砂)→粗拉到φ3.0mm→铅淬火处理→表面处理(磷化)→中拉到φ1.45mm→铅淬火处理→电解酸洗→冷水冲洗→碱性镀铜→热水冲洗→酸性镀铜→冷水冲洗→酸性镀锌→热水冲洗→热扩散→磷化→热水冲洗→湿式拉拔到φ0.12mm→工字轮收线(恒张力)→真空封装。
国内切割钢丝生产企业按设备配置情况可分为两类,一类全流程配置,从盘条一直生产出成品,江苏兴达钢帘线、河南恒星科技、湖北福星和贵州钢绳等均属该类企业。另一类只配置成品拉丝机,从帘线厂采购镀好铜的钢丝(俗称“黄线”)生产成品钢丝,全成电机、张家港苏闽等地方或私营企业多属这类企业。
从生产工艺流程可以看出,切割钢丝的生产可分为3部分:粗拉、中拉和成品拉拔。
(1)粗拉。将φ5.5mm盘条先进行表面处理,包括清除表面氧化皮、涂上合适的涂层、烘干后采用直进式拉丝机、干式润滑剂,用7个道次拉到φ3.0mm。目前国内多选机械除氧化皮、在线清洗、硼砂涂层、烘干、拉拔的工艺路线。该工序要点是表面氧化皮必须去除干净,拉拔过程中钢丝表面不应产生划伤。
(2)中拉。钢丝先进行铅淬火处理,此时要注意工艺控制,使钢丝显微组织细化,全部转变为索氏体,力学性能达到均匀一致(抗拉强度同批差小于30MPa)。中拉用10个道次直接拉到成品前尺寸φ1.45mm。因总道次压缩率加大,必须采用附着和润滑效果更好的磷化涂层。该工序首次对钢的显微组织进行调整,应配以检测和监控手段,加强对抗拉强度均匀性的监控。中拉过程中要对模具、润滑剂、拉丝机冷却系统进行严格控制,彻底改善钢丝表面质量。
(3)成品拉拔。拉拔成品前铅淬火处理的目的是对钢丝显微组织进行精细调整,获得片间距更小的索氏体组织(或托氏体、下贝氏体组织),严格地说应根据化学成分调节铅淬火工艺才能达到预期效果。电解酸洗和镀黄铜是为较高道次压缩率拉拔做准备,该工序是技术含量高,设备(包括扩散炉)配置水平起决定性作用的工序,不少企业宁可花大价钱也要引进国外先进设备是值得的。目前国内多采用两步法镀黄铜,先镀铜,后镀锌,再通过热扩散处理形成黄铜。热扩散处理时,最外层黄铜中的锌发生氧化,形成氧化锌薄膜,不利于湿式拉拔,必须用磷酸进行清洗,使之转化成磷化膜,暂且也称为磷化。
电解酸洗之后,厂房环境对成品钢丝的质量影响越来越大,厂房应封闭,并进行防尘、恒温、防潮处理。除钢帘线生产企业外,钢丝绳和钢丝生产企业均无此设备,设计和使用时都需慎重考虑。成品钢丝使用钻石模、水性润滑剂在水箱式拉丝机中,用30道次从φ1.45mm直接拉拔到φ0.12mm。切割钢丝用水箱式拉丝机的道次压缩率一般控制在14.5%、13.8%、12.5%左右,成品道次压缩率一般控制在6%左右。因为细丝不出量,生产厂的水箱式拉丝机数量庞大,往往有成百上千台。
(4)钢帘线因为娇贵而称为制品中的“皇后”,而切割钢丝比钢帘线更娇贵,所以成品钢丝在清洗、复绕、封装(多选用真空封装)各工序不可掉以轻心。
- 上一篇 >发行规模大增 2022年绿色债券市场扩容可期2022-02-17
- < 下一篇5张图告诉你,没有稀土我们究竟会有多惨!2016-04-20


